

僌��{��ɫ���ӽ����r�t僌ӵ�ɫ�ɣ�Ӳ�ȸߣ���ĥ�ԡ����g�Ժã�����܉��_��0.3��m���ϡ��Һ���w�����ߣ��������Σ����ھS�o���������r�t���Uˮ̎�����Ρ�
һ�����
�ںՠ����з�250 mL Trich-9551�Һ���ضȿ�����53~55��C��5 A���ʩ�30 min������h���ϱ��o�о������a��ZD-B����늽�y��x�y����t�Ӻ�ȣ�Ȼ��Ӌ����t���ʣ����ýY�����ڱ�1����1��߀�г�������ͬ�l���£����Ј������е�ij֪��Ʒ�������}���r�t�Һ�y������t���ʡ���������Trich-9551�Һ����t������ijƷ���Һ��1.46~1.90�����䔵ֵ�ѽ��ӽ��Ȼ����wϵ���r�t����t���ʡ�
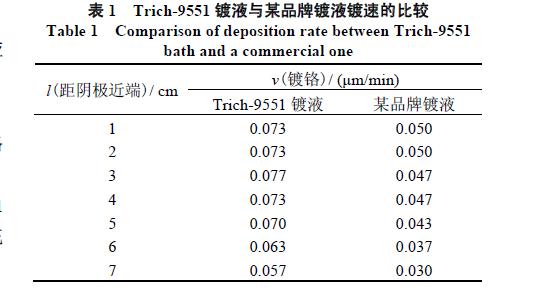
��Trich-9551�Һ僺ՠ���ԇƬ90 min��������t�ٶ��c��1�е�Trich-9551������ͬ��ʹ��Trich-9551�Һ��僌ӿ��B�m�����������c���ڵ����r�t�Һ��ȵõ��˸����Եĸ�׃��
�����Һ������
��250 mL�ՠ��ۙz��Һ�ķ����ԣ���Trich-9551��ˇ�l�����������ÿ��ԇƬ��5 A���ʩ�5 min���B�m�500��ԇƬ��僌ӵĺ�Ⱥ����^�������ֲ�׃��僌ӌ�ԇƬ�ĸ��w�L����75~85 mm�ķ����ȣ�һ����80 mm���ҡ���������Trich-9551���r�t�Һ��
��������
������ˇ�����о�
1���ضȌ�僌ӵ�Ӱ�
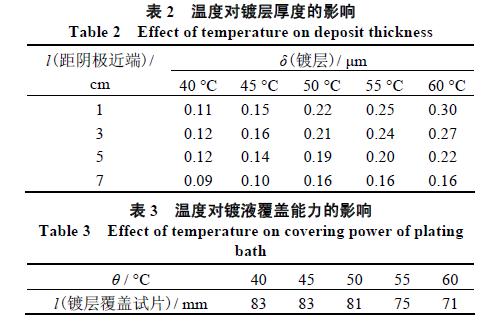
����100 mm�L�ĺՠ���ԇƬ��250 mL�Һ��5 A���ʩ�3 min���y����ͬ�ض�������僌ӵĺ�Ⱥ��Һ�ĸ��w����(�ԏ�ꎘO������ꎘO�h��僌Ӹ��wԇƬ���L�ȁ���ʾ)���քe���ڱ�2�ͱ�3�������������S���ضȵ����ߣ�僌Ӻ�����ӣ����Һ�ĸ��w����׃����߀�l�F��Trich-9551�Һ��55��C���ϲ����r�������Բ���á���ˣ�Trich-9551��ˇ���Һ�ضȿ�����48~55��C��
2����������w������Ӱ�
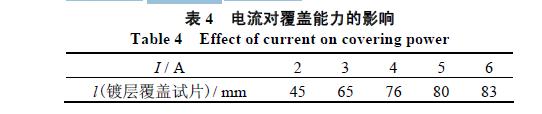
僺ՠ���ԇƬ��250 mL�Һ������2~6 A���ʩ�3 min���y����ͬ����l��������僌ӌ�ԇƬ�ĸ��w��r�����Ô�ֵ���ڱ�4����������������@Ӱ��Һ�ĸ��w�������S���������ߣ����w��������Trich-9551��ˇҎ������ܶȷ�����8~15 A/dm2��һ�������10 A/dm2�^���m��
3��pH��僌ӵ�Ӱ�
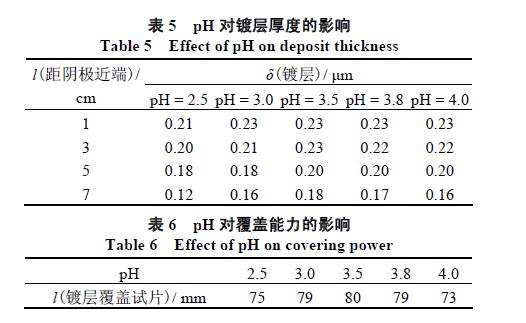
僺ՠ���ԇƬ��250 mL�Һ����50��C�ض�����5 A���ʩ�3 min���y����ͬpH������僌ӵĺ�Ⱥ�僌ӌ�ԇƬ�ĸ��w��r���Y�����ڱ�5�ͱ�6������������pH��3.0~3.8�ėl���£�僌Ӻ�Ⱥ��Һ�ĸ��w�������^�á����Trich-9551��ˇ��pH������3.0~3.8�ķ����ȡ�
4�������Һ�����w������Ӱ�
��Trich-9551��ˇ��250 mL�ՠ���ԇ5 A���ʩ�3 min���ò����������Һ�����l�F������Ӱ��Һ�ĸ��w�������c��������ȣ�����l����僌Ӹ��wԇƬ���L�Ȝp��5~10 mm���S�����菊�ȵ������w����׃���ˣ���Trich-9551��ˇ��Ҏ��������ꎘO�Ƅӻ��p�՚┇��ķ�ʽ�������������ô���������Һ��http://www.gzpengjie880.cn

 �����W���� 44190002002768̖
�����W���� 44190002002768̖