

���T���ě_�̰l�әC���C������Ҫ���֮һ�����Ĺ��������Ƿ����ã�ֱ��Ӱ����l�әC�����������l�]�����T�Ĺ����l���dz����ӣ�����Ҫ���ܸߜؚ��w���g�����T�����_���������w��������ض��ݶȶ��a���ğᑪ�����P���F���Û����������߀Ҫ���ܸߜأ��M���Tһ����ܵĜضȸ��_300����400�����Ś��T���ܵĜضȸ��_600����800����
ij�ĸ����͙C���M��300h���_��ԇ�r����������ͻȻ���Ͳ��Ұ��Ю�푣���C�l�Fһ���Ś��T���i�����ѣ��Ś��T�P���ѽ�����ȼ���ң�����͌��˹����M�з��������Ȍ����ϼ�������Ȼ���ڔ��̎��ȡ��Ʒ�M�л��W�ɷ֡�����M���������������̎�M��Ӳ�ȷ������ֽ��^�ضȈ�ԇ�z�y����ԭ������Ś��T�M�и��M�OӋ��ԇ���C��
һ���Ś��T�i�����ѵ�ԭ����Ҫ��:
1)�Ś��T�|�����}���㲿���ߴ硢���W�ɷֻ������W���ܵȲ������OӋҪ��;
2)�Ś�ضȸ����Ś��T���ܳ��ܵĜضȣ�����ƣ�ڔ���;
3)���T��ȦÓ�䣬��ɚ��T��߅��������ɽ�׃���������������i������;
4)���T�c���T�����g϶�^�����T���\���^���Д[����ɚ��T�U��ĥ�p���ض����ߣ����T����������������������K�����i������;
5)���T�����۔���ߚ��T�i�AÓ�䌧���Tֱ�ӵ����ף�����ײ���T��ɔ��ѡ�
���^�����Ų飬���T��Ȧ�]��Ó�䣬���T�c�����g϶����Ҫ���T���ɺ��i�A�������ų���3)��4)��5)ԭ����ɵĔ��ѣ�����^�m�ĮaƷ�|�����Ŝط����M���Ų顣
�������ϼ�����
�Ś��T����λ�ښ��T�P���c�U�����^��λ�ã���̎�ǚ��T�đ��������c��ͬ�rҲ�Ǹߜؼ����c���ǚ��T�^���׳��FʧЧ�IJ�λ;�^����T�U���c�u�۽��|��ĥ�p�������p��δҊ��������;���T�i�A��δҊĥ�p�c���������i�A����ßo�p;�U�������i���^�����ЙM����ƣ�ڼy�����T�U�����p��ƫĥ��r;�^���ѱ�ײ������׃�Σ��ǚ��T���Ѻ����ȼ���Ҍ��¡��Mһ��������Դ�M�з����������ϴ����^���_�A���ĈD�м��^��ʾ̎�_ʼ����rᘷ����^�죬�_�AԽ��Խ��;ͬ�r�������Uչƽ���С�M���^�죬�D�м��^��ʾ�^��ƽ�������rᘷ�����Uչƽ��Խ��ԽС���Ķ��f�����T�ܵ�����ƣ�ڣ����Ҽ��^��ʾ�^������Դ�^���˔��ь��ڶ�Դƣ�ڔ��ѡ�ͬ�r�l�F���漰�i���зe̼�ӣ������е��ф��䣬��D6��ʾ���f�����T����̎�ܵ��ߜ�������
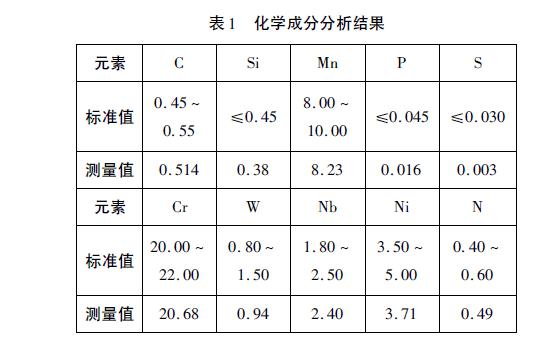
�������W�ɷַ���
������T���ò��ϵĻ��W�ɷֲ������OӋҪ�����ܼ��ٚ��T��ƣ�ڔ��ѡ���ˣ���ԓ���T���W�ɷ��M�з����z�顣ԓ�Ś��T�P�����õIJ�����21��4NWNb�����ѼyԴ̎���S��ȡ�ӣ��M�л��W�ɷ֙z�z�y�Y��Ҋ��1�����Ϙ˜�Ҫ��
�ġ��������
�^���������̎�܇��Ľ���M���Ƿ���������������Դ̎�v��ȡ���L�s25mm���^����̎���U��������в�ͬ��ȵ������ӣ�����Դ�^����������c�i�������������������Ȟ�0.033mm����D7��ʾ�������̎�@�M���W���w�������۽⣬̼���������·ֲ������������w�M�������М�ܛ���M�����f�����T�����ض��^�ߣ����^21��4NWNb���ϵ�ʹ�Üض�700�档�Mһ���z�yȡ�ӵ�Ӳ�ȣ����gҪ���ЗU����Ӳ��Ҫ����(35��40)H��C����ȡ���вɼ������c��Ӳ�ȣ��l�FӲ�ȵ���Ҫ��ֵ���ߜ��ѽ������TӲ�Ƚ��ͣ��z�y�Y��Ҋ��2��

�Mһ�������������@�M���@ʾ���T�����ض��^�ߣ��ǸߜؕrЧ�^�̣��W���w���类�ۻ���̼���ﱻ��̼���������·ֲ����M���D׃����������w�M������׃�˻��w�кϽ�Ԫ��M23C6�ĽM�ɣ�����21��4NWNb���ϵĸߜس־����ܴ�ͣ�ͬ�r�ߜ�Ҳ���ٻ��w�����������g���ښ��T�i�����γ����ɡ������ӣ����Ϛ��T��ƫĥ�����T�����r���i���a���ܴ�đ������У��ښ��T�^�����IJ�λ�γ��ѼyԴ�����Ͻ�׃�ď����������^��C�����îa���Ķ�Դƣ�ڣ��Ķ����s���˚��T��ʹ�É�����
�塢��������
�����T����Ҳ�п����������T�����ܵ��������ߏĶ�����ʧЧ��������һ�_ͬ��̖�İl�әC�M��100hԇ��C��l�F�Ś��T�i��ֱ���ߴ��ɦ�5.5mm���馵5.1mm����D10��ʾ��ͨ�^�z�y���U�i���L��0.17mm��������Փ���L��0.55mm������ų���������̫����ɵ�ʧЧ��
���Ͼ��������x�����̎������Y�������P���l�әC�Ś��T����ʧЧ���������Pԭ������Ϣ���д����ƣ�ͬ�r�҂�Ҳ�ڴ��c���ĺ����������������x������δ����m��http://www.gzpengjie880.cn

 �����W���� 44190002002768̖
�����W���� 44190002002768̖