
最新資訊

正航儀器整理高速工具鋼鍛件 技術條件
2015-07-31 來源:正航儀器 作者: 閱讀:次
正航儀器整理高速工具鋼鍛件 技術條件
1 范圍
本標準規定了高速工具鋼鍛件技術要求、檢驗方法、檢查規則、標志及質量證明文件。
本標準適用于經鐓拔或反復鐓拔的高速工具鋼刀具鍛件。對本標準規定以外的新型高速工具鋼刀具鍛件也可參照使用。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 224 鋼的脫碳層深度測定法
GB/T 1814 鋼材斷口檢驗法
GB/T 9943 高速工具鋼
JB/T 4009 接觸式超聲縱波直射探傷方法
3 技術要求
3.1 鍛件的形狀和尺寸應符合鍛件圖樣及工藝文件的要求。
3.2 鍛件表面存在的局部凹坑、折疊、發裂、裂紋等缺陷,其深度不得超過單邊加工余量實際值的1/2。
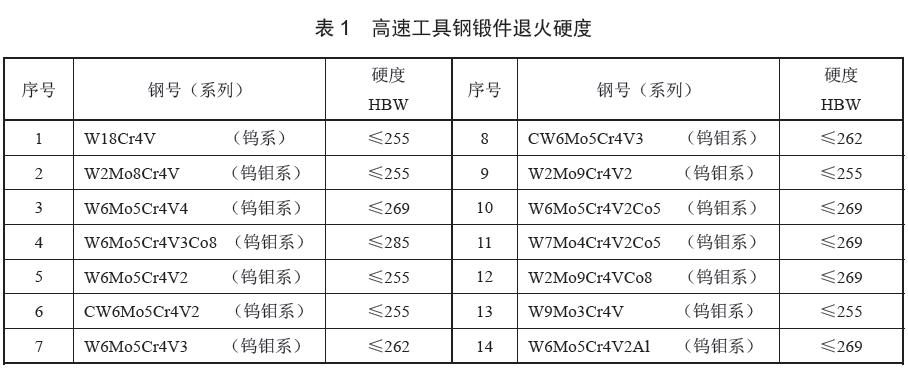
3.3 鍛件應經退火處理,退火后硬度應符合表 1 的規定,與GB/T 9943 的規定一致。
3.4 鍛件退火后脫碳層深度不得超過單邊加工余量實際值的1/2。表面缺陷和脫碳層疊加后的總深度不得超過單邊加工余量實際值的2/3。
3.5 鍛件斷口必須均勻細密,不得有裂紋和萘狀斷口缺陷。
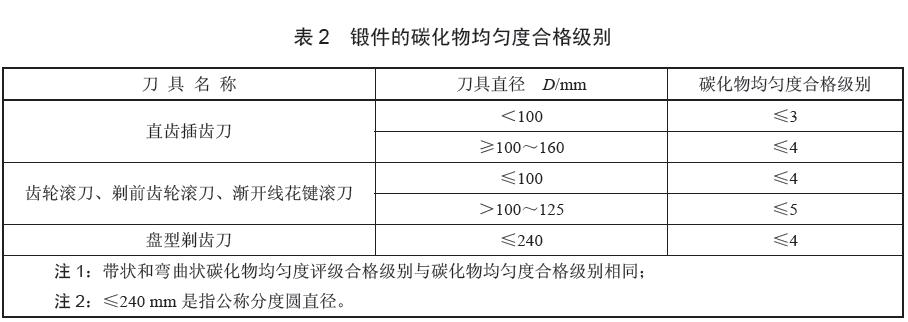
3.6 鍛件的碳化物均勻度合格級別應符合表 2 的規定。
4 檢驗方法
4.1 一般規定
4.1.1 鍛件的形狀與尺寸用樣板、游標卡尺或鋼直尺配合卡鉗等測量工具檢查。
4.1.2 鍛件的表面質量用目測檢查。
4.1.3 硬度檢驗應符合 GB/T 230.1 或GB/T 231.1 的規定。
4.1.4 脫碳層檢驗應符合 GB/T 224 的規定。
4.1.5 斷口檢驗應符合 GB/T 1814 的規定。
4.1.6 鍛件內部裂紋等缺陷的超聲檢測應符合 JB/T 4009 的規定。
4.2 碳化物均勻度檢驗
4.2.1 試樣的切取
根據鍛件形狀,按如下規定切取試樣:
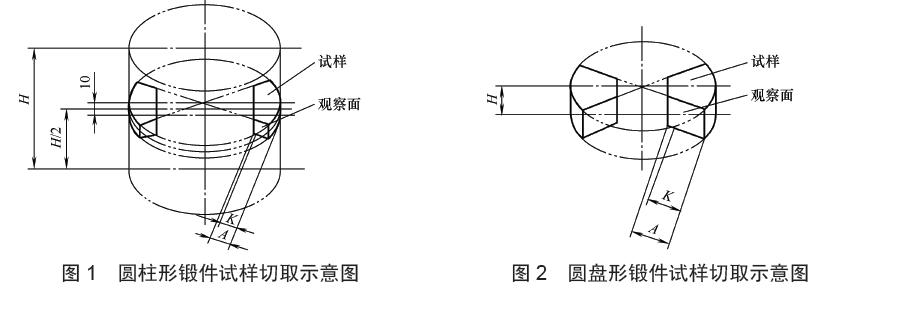
a)圓柱形鍛件:在鍛件高度H 方向的中間切取厚度大于10 mm 一片,然后沿直徑方向切取試樣兩塊,試樣邊長A 應大于或等于檢查部位尺寸K(見圖1);
b)圓盤形鍛件:沿鍛件直徑方向切取試樣兩塊,試樣邊長A 應大于或等于檢查部位尺寸K(見圖2
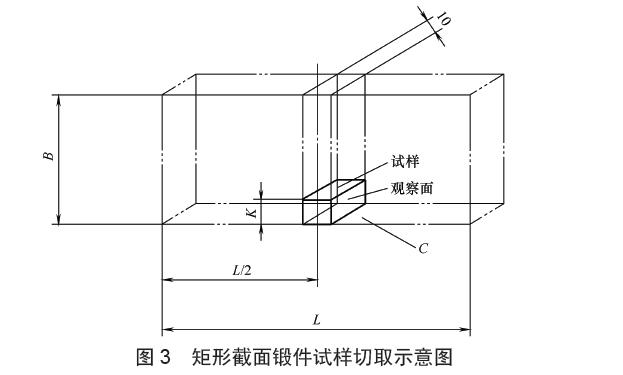
c)矩形截面鍛件:在鍛件長度L 的中間切取厚度大于10 mm 一片,然后沿縱向切取試樣一塊,試樣高度等于檢查部位尺寸K(見圖3)。
檢查部位尺寸 K 按刀具的刃口部分尺寸加5 mm 計算。對矩形截面鍛件,當尺寸K 的計算值大于矩形長邊B 的1/2 時,K 值取B 的1/2。
齒輪滾刀、剃前齒輪滾刀、直齒插齒刀、盤形剃齒刀、漸開線花鍵滾刀的檢查部位尺寸 K 按表3的規定。
下一篇:
正航整理熔融指數儀測定的主要特征

 粵公網安備 44190002002768號
粵公網安備 44190002002768號